Oxford Lasers Article
Throughput versus hole quality in laser drilling of metals...
Is femtosecond MHz burst mode the answer to both?
Abstract: As industries push the boundaries towards both cleaner and faster material processing at constantly lower operating costs, we ask the question can such challenging requirements be addressed by high-power femtosecond lasers despite their known thermal side effects? Herein, Oxford Lasers explores the burst mode functionality that this laser technology is offering as a means to upscale laser micro-drilling of stainless-steel foils. Read the following summarised version of our article “Femtosecond Laser Drilling of High-Density Micro-Holes on Metals Using MHz Burst Mode” published in the Journal of Laser Micro/Nanoengineering (JLMN), Vol. 19; No. 3, 2024 (pp 241-246). Authors: Themistoklis Karkantonis, Etienne Pelletier, David Grant and Dimitris Karnakis (Oxford Lasers Ltd).
Introduction
Micro-holes have an essential role in the function of numerous metallic components used in advanced manufacturing industries such as aerospace, automotive and microfiltration. Laser drilling has steadily emerged as the prominent technology for fabricating such holes due to its high processing efficiency, flexibility and selectivity. Specifically, ultrashort pulsed lasers have shown great potential in drilling precise holes of exceptional quality.
To meet the pressing need for high-throughput and consequently lower operating costs, ultrashort lasers are being constantly developed with increasing average power. However, it is still challenging to exploit their output because of the unwanted thermal effects accompanying their use.
Therefore, this study focuses on throughput upscaling by fully utilising a 120 W femtosecond laser in both single-pulse and MHz burst modes for percussion drilling of stainless-steel foils. Heat accumulation effects induced by the latter in high-density drilling were analysed and compared with those of nanosecond laser pulses of similar temporal length.
Materials and Methods
- The laser drilling of 300 µm thick stainless-steel foils was conducted on a high-power reconfigurable laser micro-machining platform designed by Oxford Lasers Ltd.
- The system integrates two near-infrared pulsed lasers: a 120 W ultrashort laser (LXR 120-1030, Luxinar) and a 70W nanosecond fibre one (EP-Z G4, SPI/Trumpf). The former is capable of emitting bursts of up to 172 sub-pulses, with a maximum total energy of 566 µJ.
- A commercial galvanometer scanner (excelliSCAN 14, SCANLAB) equipped with a 163 mm telecentric lens was used to deflect the laser beam at high speeds, while three linear motorised stages (V-8 series, Physik Instrumente) were deployed to position the substrates inside the working envelope.
- Herein, all the motions/beam trajectories were programmed through a dedicated CAD/CAM software (DMC, Direct Machining Control).
Firstly, individual test holes were generated on the substrates via both MHz burst and single-pulse modes to analyse /compare their performance in terms of process efficiency and feature quality. Then, a series of high-density drilling experiments were performed over an area of 10 x 10 mm², with hole pitches ranging from 200 to 500 µm. These laser operations were repeated with increasing indexing speed to initiate heat accumulation between holes, and deviations in their exit size were used as a proxy to assess its effects on the overall drilling performance.
Results
Laser percussion drilling was investigated using the two ablation regimes. In single-pulse mode, increasing repetition rates at fixed energy decreased drilling time, which was attributed to heat accumulation between successive pulses. Higher pulse energies led to both shorter breakthrough times and larger hole sizes, but this came in expense of quality, i.e. heat-affected zone (HAZ) and burr formation. The fastest drilling rate of 30 µs was achieved at 1 MHz and 112 µJ.
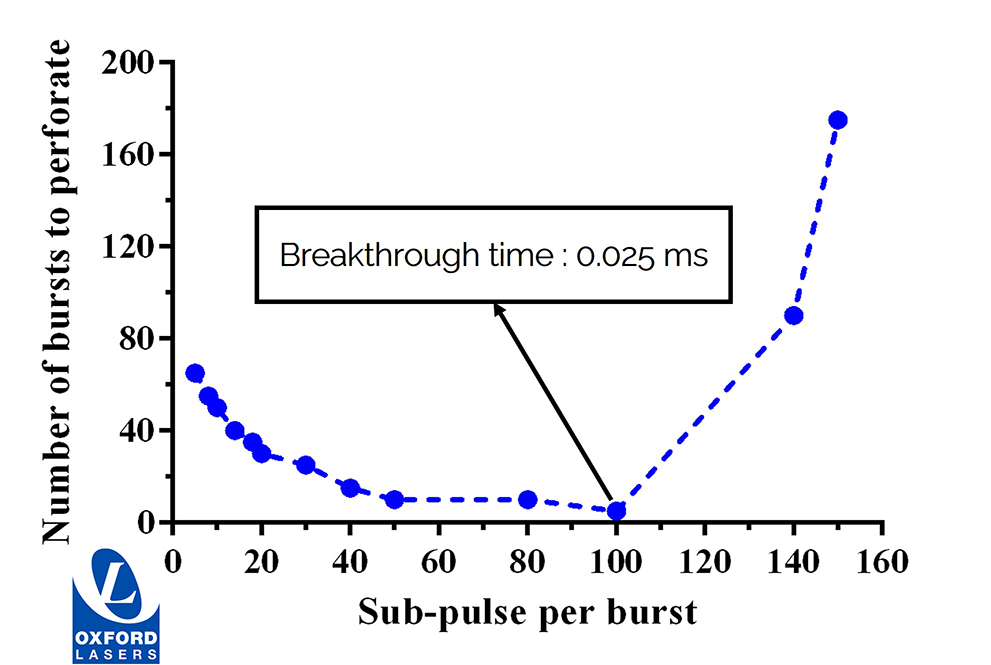
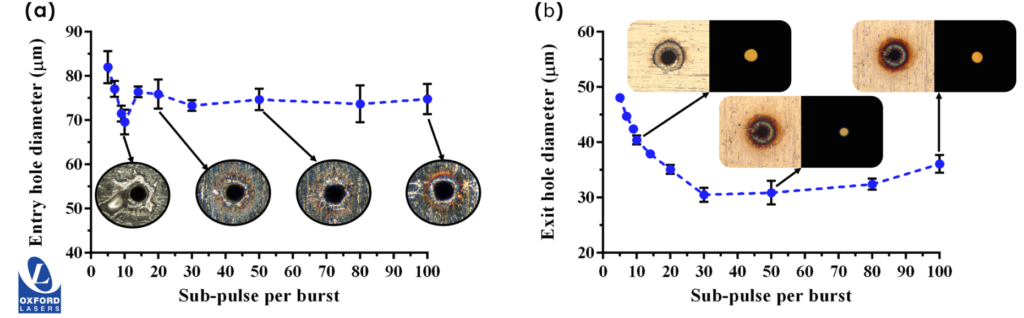
In MHz burst mode, experiments were carried out at burst energy of 566 µJ and 200 kHz. Increasing the number of sub-pulses in a burst (up to 100) proved beneficial in upscaling drilling operations without compromising hole quality (see Figures A and B). Interestingly, ablation efficiency improved even when each sub-pulse fluence was far below the material’s ablation threshold. Owing to the flexible control of energy deposition that this laser output mode offers a wide range of exit-hole dimensions can be produced by adjusting the processing parameters as shown in Figure C.
Overall, a faster drilling rate (25 µs per hole) was achieved by operating in burst mode compared to single-pulse one. However, when drilling high-density holes (pitches < 400 µm) at speeds above 100 mm/s, poor hole uniformity was observed. The results closely resemble those of a nanosecond laser, indicating similar heat-related issues.
Conclusions
The capability of MHz burst mode processing was investigated in this paper to improve laser percussion drilling of stainless-steel foils, and its performance was compared to that of single-pulse output. Both ablation regimes were tested for maximum drilling efficiency and best feature quality by evaluating the dimensional and morphological characteristics of drilled holes.
Standard single-pulse laser mode at high power and repetition rates increased drilling throughput, but resulted in poor hole quality due to heat accumulation effects. In contrast, the MHz burst mode, with optimised process settings, achieved even faster drilling rates without compromising hole quality, with the shortest drilling time being 25 µs per hole. However, the effectiveness of this laser ablation mode to control heat accumulation effects in high-density drilling was limited, showing similar results to that of nanosecond pulsed lasers. This suggests that the burst mode as a stand-alone technology cannot fully address the challenges encountered in such drilling applications.
Want to Read the Full Article?
Read the article with full technical details by downloading: Karkantonis, T., Pelletier, E., Grant, D., Karnakis, D., “Femtosecond Laser Drilling of High-Density Micro-Holes on Metals Using MHz Burst Mode”, Journal of Laser Micro/Nanoengineering (JLMN), Vol. 19; No. 3, 2024 (pp 241-246).
How Oxford Lasers Supports Innovation
Oxford Lasers is the Home of Laser Innovation. With nearly 50 years of laser industry knowledge, we have the expertise to advise our customers on the right tool and technique to match the application. With continuous research and development programmes, our exceptional team of scientists and engineers are on the forefront of laser technology. We design, manufacture and use our laser systems to provide high-precision micromachining services and products to a global customer base. Our systems are suited for both R&D cutting-edge applications and industrial high throughput manufacturing industries.